छिद्रक (Punch) शीघ्रातिशीघ्र छेद करने के लिए छिद्रक का उपयोग होता है। कागज, दफ्ती, चमड़ा, कपड़ा तथा टिन, लोहा इत्यादि धातुओं के छेद करने के लिए पृथक पृथक छिद्रक होते हैं। धातु में छेद करने का छिद्रक (punch) मोटी नोंक युक्त एक छोटा सा मजबूत औजार होता है, जिससे बलपूर्वक दबाकर या ठोंककर धातु की किसी पट्टिका इत्यादि में छेद कर दिया जाता है। छेद की आकृति छिद्रक की नोंक के अनुरूप ही होती है, जबकि बरमे से सदैव गोल छेद ही बन सकता है। पतली चीजों में छोटे छेद करने का काम छिद्रक पर हथौड़े या घन की चोट लगाकर किया जाता है। जब बहुत अधिक मात्रा में छेद बनाने, अथवा मोटी चीजों में छेद करने, होते हैं तब छिद्रक को दबाने का काम यंत्रों द्वारा किया जाता है, जो लीवर (lever), पेंचों की दाब या किरों द्वारा चलाए जाते हैं। किरें युक्त यंत्र पट्टे द्वारा और प्लंजर युक्त यंत्र द्रव शक्ति से भी चलाए जाते हैं।
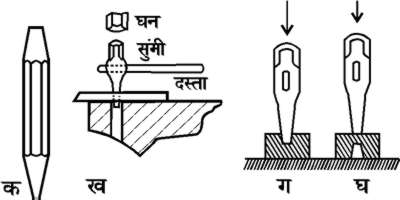
चित्र १. (क) में प्रदर्शित छिद्रक साधारण हथौड़े से ठोंका जाता है। यह बहुत छोटे कामों के लिय उपयुक्त है।
चित्र १. (ख) मूठयुक्त छिद्रक का हैं, जिसे एक आदमी हाथ से थामे रहता है और दूसरा घन चलाकर उसपर चोट लगाता है। इससे छेद की जानेवाली वस्तु को निहाई के छेद पर रखना आवश्यक होता है। इस छिद्रक का उपयोग गरम लोहे में छेद करने के लिये ही किया जाता है। छेद करते समय आधी गहराई तो एक तरफ से, शेष आधी गहराई उस वस्तु को पलटकर दूसरी तरफ से बनानी होती है, जैसा आकृति (ग) और (घ) में दिखाया गया है।
चित्र १.
चित्र २. में यंत्रों में लगाए जानेवाले छिद्रकों की पाँच प्रकार की आकृतियाँ दिखाई गई हैं। आकृति २ (क) में दिखाया गया है कि छिद्रक को यंत्र के शीर्ष में विविध अवयवों सहित कैसे बाँधा जाता है।
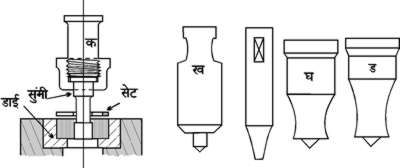
चित्र २.
चित्र ३. में स्थायी प्रकार का पद्दों द्वारा चालित तथा किर्रीयुक्त यंत्र दिखाया है, जिसके लीवर को पैर से दबाते ही छिद्रक नीचे उतरकर छेद कर देता है। इस यंत्र में पट्टे के अतिरिक्त धुरी पर लगे गतिपाल चक्र द्वारा भी छिद्रक को छेद करने की शक्ति मिलती है।
चित्र ३.
छिद्रकों को भारतीय मानक विशिष्ट सं. एम/१३ (M/13) वर्ग ई (E) में वर्णित कार्बन इस्पात से बनाना चाहिए, जिसमें कार्बन ०७५ से ०.८५% , मैंगनीज ०.४% , गंधक ०.०३५% , फॉस्फोरस ०.०३५% और सिलिका ०.२०% से अधिक नहीं होनी चाहिए। ब्रिनेल कठोरता (Brinell hardness) २१२ से २४८ अंक तक होनी चाहिए। इस इस्पात का सामान्यीकरण (normalising) ताप ४५४° सें. तथा तापानुशीतन (annealing) ताप ४३२° सें. होता है। छिद्रक को कठोरीकरण (hardening) के लिए ४३२° सें. तक गरम करके पानी में बुझाया जाता है। इसके पश्चात् मृदुकरण (tempering) करने के लिए छिद्रक को ७२६° सें. तक गरम करने के बाद २५५° सें. ताप तक ठंडा करना चाहिए, अर्थात् उसकी सतह पर जब कत्थई रंग दिखने लगे तब उसे तेल कें बुझा देना चाहिए। (ओंकार नाथ शर्मा.)